


















The development, quality, and procurement teams should work together to determine which materials and suppliers are needed, says Jane Zhang, Co-Founder & Co-CEO, ETCH Sourcing, and Susan J. Schniepp, distinguished fellow at Regulatory Compliance Associates, a Nelson Labs Company.
Q: My company is developing a new product and would like to establish a secure supply chain early on in our development phase. What advice can you provide to help achieve that objective?
A: Establishing and maintaining a secure supply chain requires a strong relationship between all the departments working on the product development process, including the purchasing department. Most supply chain failures don’t start at scale, but during development. When purchasing controls are treated as a downstream activity, companies can unintentionally introduce quality, regulatory, and supply risks that become costly or impossible to unwind in the future. By increasing upfront collaboration with the purchasing group decisions and sharing specifications and material needs, procurement of materials and services can extend to factor in multiple dimensions of quality, risk, and lifecycle performance in addition to controlling expenses.
To help guide the industry, the Parenteral Drug Association (PDA) is revising ANSI/PDA Standard 001-2020: Enhanced Purchasing Controls to Support the Bio-Pharmaceutical, Pharmaceutical, Medical Devices and Combination Products Industries (1)*. As stated in the document, “Historically, not all organizations have systems that ensure shared responsibilities for making purchasing decisions or define who is accountable for purchasing decisions and/or what measures/justifications or other controls/criteria are in place to maintain product quality. Although an independent quality unit is often considered the unit with accountability for supplier suitability, fitness, reliability and trustworthiness, other functions within companies share this responsibility” (1). In practice, this means supplier decisions cannot sit within a single function but must be addressed through collaboration across all functions.
The purpose of this document “is to provide guidance on the application of purchasing controls for companies that procure goods and services from GxP-relevant suppliers, whose product or service may affect product quality, patient safety, or regulatory compliance. The guidance applies across the full product life cycle from development through commercialization to discontinuation. It encompasses materials and components, contracted operations such as CMOs, design and logistics services, GxP-critical digital systems and technical service providers” (1).
Often, the development phase of a product has many uncertainties associated, and supply decisions are made on the basis of ‘just for development’ consideration. However, these types of actions can easily develop into a situation where a single supplier ends up with an artificial knowledge advantage over others and removes competitiveness from later on in the process. One of the first actions the development team should take is to develop a dialog and a process for procurement with the purchasing department. The purchasing and quality departments should work together to define the steps the company should employ to determine if a new supplier is needed, establish the selection requirements for suppliers (this includes initial qualification and approval), establish a quality agreement with the supplier which includes how the supplier will be monitored for performance overtime, and establish frequent communication touch-points between the supplier, the purchasing department, and the quality department. Consideration also needs to address how the supplier and the purchaser work together in case of dispute regarding the quality of the material.
A secure and resilient supply chain depends on clear ownership of accountability and alignment across multiple areas. Developmentis accountable for defining what the product needs to do and providing the expertise for the critical performance characteristics, intended use, risk tolerance, and any known suppliers. Quality is accountable for determining what is acceptable. This includes evaluating, qualifying, approving, and maintaining clear records of acceptable and unacceptable suppliers for specific materials and services. Purchasingis accountable for determining who can reliably deliver. This includes sourcing products and services at a competitive price, from a qualified supplier, from a qualified source, in a way that complies with other company procurement expectations and requirements (1).
Maintaining and establishing a sustainable supply chain is achievable when company departments work together and establish acceptable procedures, document actions, and delineate responsibilities with respect to supplier interactions. Organizations that treat purchasing as a strategic partner, not a transactional function, build supply chains that scale with confidence and plan for future potential risks early on.
Article details
Pharmaceutical Technology®
Vol. 50, No. 01
Page: 26
Reference
- PDA. ANSI/PDA Standard 001-2020: Enhanced Purchasing Controls to Support the Bio-Pharmaceutical, Pharmaceutical, Medical Devices and Combination Products Industries. April 2020. *This document revision is in the public review commenting stage and should be released in 2026.https://www.pda.org/bookstore/product-detail/5596-ansi-pda-standard-001-2020
Build a Supply Chain That Supports Quality From Day One
Secure supply chains don’t happen by accident they are designed early through strong purchasing controls, cross functional collaboration, and proactive supplier qualification. Regulatory Compliance Associates® works with pharmaceutical and medical device manufacturers to strengthen supplier oversight, purchasing procedures, and quality agreements that protect product integrity across the lifecycle.
If you’re developing a new product or reevaluating your supplier strategy, RCA can help you design a resilient, compliant supply chain from the start.
Connect with our experts: https://www.rcainc.com/contact-us/
Susan J. Schniepp, distinguished fellow at Regulatory Compliance Associates, a Nelson Labs Company, outlines the importance of batch recovery procedures in pharmaceutical manufacturing.
Q: What is the best way to perform batch recovery procedures for the manufacturing of pharmaceutical products?
A: Pharmaceutical batch recovery is a critical process in the manufacture of medicines. The batch recovery process is performed when there is a deviation during manufacturing, and the situation is such that there may be a potential to “recover” the batch while still ensuring the final product meets quality, safety, and compliance standards. Batch recovery involves identifying and rectifying any deviations or issues that occurred during the production of the specific batch in question by conducting a thorough investigation resulting in definitively identifying the root cause of the deviation. The investigation should involve collaboration between quality assurance, production teams, and regulatory authorities. The batch recovery process should define the details of the root cause analysis as well as any future corrective and preventive actions to prevent recurrence. This will help determine if the batch is suitable for recovery.
The main challenge in batch recovery is quickly identifying the root cause of the deviation. Investigations can sometimes be complex and may take more time to come to root cause. This impacts the ability to be able to recover the batch especially when dealing with time sensitive products that may degrade while awaiting the outcome of the investigation. Regardless of the product involved and the criticality of the situation, care must be taken to maintain consistent, thorough documentation, and timely communication with management and regulatory authorities to guarantee the recovered product meets all quality, safety, and regulatory standards, thereby ensuring patient safety.
One of the most important elements in considering batch recovery steps is making sure that a robust quality control system has been implemented across the company. The culture of the organization must be mature enough before undertaking batch recovery operations. This includes, but is not limited to, having appropriate risk analysis procedures, robust documentation and change control procedures, a highly trained staff, a comprehensive investigation process, and adherence to data integrity requirements. Continuous improvement and regular facility audits will help prevent the issue from recurring in the future.
The decision to perform a batch recovery is a difficult one. It is important to understand when a batch recovery procedure can be utilized and when it would be inappropriate to try to and recover a batch. The determination to perform a batch recovery will depend on the severity of the deviation and if the root cause that prompted the deviation was successfully identified with documented supporting evidence. Batches that have more than one deviation during that manufacturing process should not be considered suitable for batch recovery.
The ideal situation is to try and avoid batch recovery situations by having a robust quality system that values continuous process improvement based on identifying root causes for deviations and proactively implementing changes. It is essential to follow best practices and proactively address manufacturing challenges upfront. Identifying the true root cause of the deviation not only helps minimize cost, especially when expensive active ingredients are involved, but helps maintain product integrity that meets regulatory commitments. Even if you have all the necessary elements imbedded into the quality system, unexpected occurrences may lead to a scenario where the company needs to determine whether a batch can be recovered. By following best practices and employing continuous process improvements based on robust investigations and corrective and preventative actions, manufacturers can potentially recover a batch that might otherwise be rejected.
Article details
Pharmaceutical Technology®
Vol. 49, No. 9
Page: 26
Citation
When referring to this article, please cite it as Schniepp, S.J. Fundamentals of Batch Recovery Procedures. Pharmaceutical Technology 2025 49 (9).
Partner With Experts Who Strengthen Your Quality & Compliance Framework
Batch recovery decisions demand deep technical expertise, disciplined investigation practices, and a mature quality culture. Regulatory Compliance Associates® helps pharmaceutical manufacturers navigate complex deviations, strengthen root cause analysis, and build the robust quality systems needed to prevent issues before they occur.
If your team needs support with investigations, remediation, or elevating your overall quality and compliance maturity, RCA is here to help.
Learn more or connect with our experts today: https://www.rcainc.com/contact-us/
Understanding and Applying the Streamlined QMS Framework
In today’s rapidly evolving life sciences landscape, pharmaceutical and biologic companies are increasingly venturing into the world of combination products. These innovative therapies, which integrate drugs or biologics with medical devices, offer enhanced patient convenience, improved therapeutic outcomes, and a competitive edge in the marketplace. However, entering this space requires a strategic expansion of your existing Quality Management System (QMS) to meet regulatory expectations. That’s where the streamlined approach comes in.
Why a Streamlined QMS Approach Matters
The FDA’s implementation of 21 CFR Part 4 and the harmonization with ISO 13485 have paved the way for a simplified yet robust method for integrating device regulations into an existing pharmaceutical QMS. Known as the “streamlined approach,” this method allows companies to incorporate only six key elements from the medical device QMS framework, rather than overhauling their entire system. This is a significant advantage for organizations looking to enter the combination product market without disrupting their current operations.
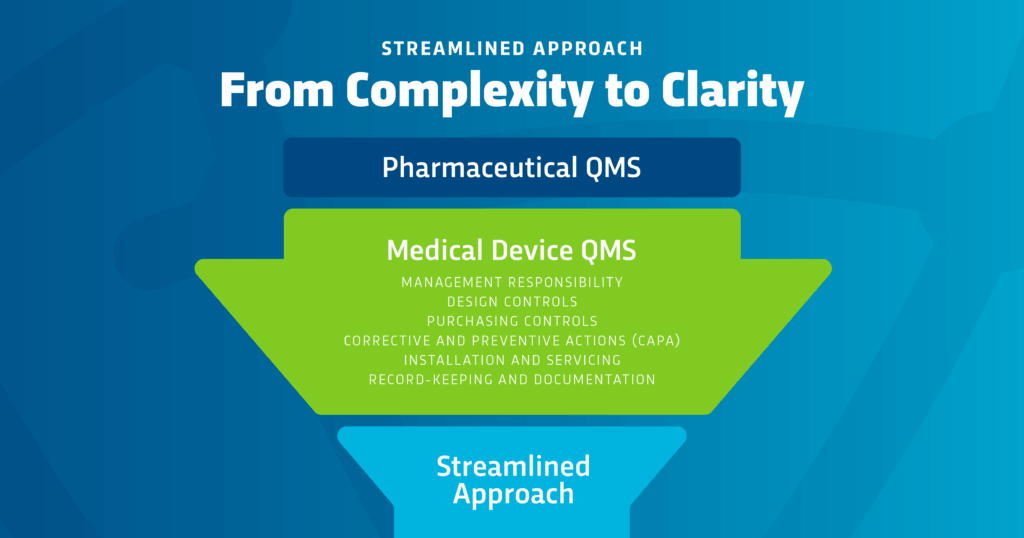
The Six Core Elements of FDA’s Streamlined Approach
- Management Responsibility: Establishing executive oversight and accountability for the expanded QMS.
- Design Controls: Implementing structured documentation and testing protocols for the device component.
- Purchasing Controls: Ensuring supplier qualification and ongoing performance monitoring.
- Corrective and Preventive Actions (CAPA): Addressing systemic issues through root cause analysis and effectiveness checks.
- Installation and Servicing: Defining procedures for proper setup and maintenance of device components.
- Recordkeeping and Documentation: Maintaining comprehensive records that demonstrate compliance.
For more details, refer to the FDA’s CGMP Companion Guidance for Combination Products.
Key Benefits for Pharmaceutical and Biologic Companies
- Efficiency: Focused integration minimizes disruption and accelerates time-to-market.
- Compliance Confidence: Aligns with FDA and international standards, reducing regulatory risk.
- Scalability: Easily adaptable to different product types and organizational sizes.
- Cost-Effectiveness: Avoids the need for a full QMS rebuild, saving time and resources.
Preparing for FDA’s 2026 QMSR Transition
With the FDA’s Quality Management System Regulation (QMSR) set to take effect on February 2, 2026, aligning your QMS with ISO 13485 is no longer optional—it’s essential. The streamlined approach offers a clear, actionable path to compliance that supports innovation and growth in the combination product space.
Partner with RCA for End-to-End Compliance Support
Navigating the complexities of combination product compliance doesn’t have to be overwhelming. Regulatory Compliance Associates® (RCA) brings decades of experience and a team of over 500 global experts to help you expand your QMS with confidence. Whether you need SOP development, training, or full-scale implementation support, RCA is your trusted partner in regulatory, quality, and compliance excellence.
Ready to streamline your QMS for combination product success?
Contact RCA today to schedule a consultation and take the first step toward regulatory readiness and market leadership.
In this episode of the Ask the Expert video series hosted by Pharmaceutical Technology®, Susan J. Schniepp, Regulatory Compliance Associates (RCA), Siegfried Schmitt, Parexel, and Anita Michaels, RCA, explain how CDMOs can best handle regulatory inspections and client expectations.
Link to the Video and Article on Pharmaceutical Technology
Contract development and manufacturing organizations (CDMOs) typically have multiple clients who each have specific needs. When regulators perform audits and inspections of CDMOs, it is sometimes unclear who is responsible for any deviations the inspector might have. However, ultimately, the sponsor company is responsible for ensuring that any contract organizations are following good manufacturing practices.
But what happens when a CDMO has a client that has specification and/or requirements that infringe on that contractor’s ability to work with other clients? How should the CDMO respond to audits and their clients? In this episode of Ask the Expert, Susan J. Schniepp, distinguished fellow at Regulatory Compliance Associates, a Nelson Labs company (RCA); Siegfried Schmitt, vice president Technical at Parexel, and Anita Michaels, executive pharma compliance expert and principal consultant at RCA, give advice on how contractors and clients can work together to prepare for inspections and address regulatory actions.
“A lot of CDMOs utilize their clients’ inspections to prepare for inspection. But I think you could level up, level that up higher,” Michaels says. “The first thing is you want to have a robust quality system. And you also want to integrate the other five systems into your facility. Then you’ll receive, if it’s a regulatory authority like the FDA, they could come to inspect you for a GMP or pre-approval inspection, which will be specific to the product they’re covering. And then the GMP portion, if you have been approved for a United States product, would cover the six systems. So, I think holistically, a CDMO should prepare, number one, to handle a GMP covering the six systems and have a robust quality system, such as policies in place for your CAPAs [corrective and preventative actions], investigations, deviations, your KPIs, your tracking, and trending holistically across your facility. And then also understanding the approach for a preapproval inspection for your clients.”
Click the video above to watch Sue, Siegfried, and Anita answer the following question:
“How does a CDMO organization handle multiple client input and perspective with regard to general GMP inspections without compromising or setting up different standards within their Quality Management System?
Strengthen your inspection readiness with a partner who understands the full regulatory landscape.
RCA supports pharmaceutical and medical device organizations with comprehensive audit preparation, supplier oversight, CDMO qualification, remediation planning, and ongoing quality system optimization. Whether you’re scaling operations or navigating complex regulatory expectations, our experts help you reduce risk and ensure confidence in every inspection.
Take the next step toward true compliance readiness.
Explore our full range of services here: Compliance Assurance Services
Or connect with our team to discuss your tailored compliance strategy today.
In this episode of the Ask the Expert video series published by Pharmaceutical Technology®, Susan J. Schniepp, Regulatory Compliance Associates, and Siegfried Schmitt, Parexel, give their opinions on why those working in the pharmaceutical industry should lend their voices to draft regulations.

Regulatory agencies, such as FDA and the European Medicines Agencies, and other industry standard setting bodies, such as the International Council for Harmonisation and the US Pharmacopeia, often publish draft versions of the guidance documents they are developing to gather feedback from the public, which includes those scientists and engineers working in the pharmaceutical industry. But who should comment and why?
“You know, there’s an opportunity before regulations get approved for industry to participate and offer their comments on the regulation. This has worked in many cases where, for instance, in the US, way back in 2013, 2014, there was a proposal for metrics. And it was through the commenting period that was open to the public, where industry was able to put forth a case to get the agency to consider some other metrics that we thought were important, that they were not originally in the proposal,” explains Susan J. Schniepp is distinguished fellow at Regulatory Compliance Associates. “So, the way it works is anytime there’s a new regulation or a change to an already existing regulation, the FDA will announce it in what we call the Federal Register. It’s kind of like the daily newspaper for the government. It’s that time when they open it up for comments from industry. And so, it’s very important because you can change the final regulation before it becomes official by putting your comments in through this vehicle.”
“Absolutely anyone can comment,” stresses Siegfried Schmitt, PhD, is vice president, Technical at Parexel. “You don’t have to be the ultimate expert. If you feel you have something to say, absolutely, you can. Now, perhaps it is advisable or sensible to not just comment as an individual but perhaps comment through your company. Perhaps your company as such is interested in providing comments.”
Both Schmitt and Schniepp also suggest commenting through a trade association, such as the Parenteral Drug Association. “I like commenting through industry associations because usually, they gather a group of experts together proposed regulation topic, And you get to hear not only your perspective voiced, but other experts’ perspectives voiced,” Schniepp says.